Special Purpose Machines
Automated Vial Filling and Capping System for Pharma
The client is a US-based company specializing in the design and manufacture of custom automated systems for assembly, inspection and material handling. Their end customers are pharmaceutical manufacturers.
Scope
The client sought us to design a multi-station automated system for vial filling, capping, labeling, and inspection. The system needed to maintain a cycle time of 3 seconds per vial with OEE 85%.
Key Requirements:
- Fill vials using pumps with high accuracy
- Cap vials securely without disturbing or spilling the contents
- Fit all components into a compact frame with good mobility and clean design
Challenge
Designing an automation system that’s fast, accurate, compact and flexible isn’t easy especially when you’re dealing with sensitive material and high GMP standards. Here's what we had to solve:
- Maintaining a fixed 3-second cycle time without compromising filling accuracy or inspection quality
- Preventing product contamination during filling and capping, especially for sterile liquid medicines
- Protecting vials from mechanical damage during transfer, gripping and unloading
- Handling multiple operations like filling, capping, labelling and inspection, in one synchronized system
- Making sure everything stays cleanroom-ready and easy to service
- Ensuring real-time inspection without slowing down the process.
Solution
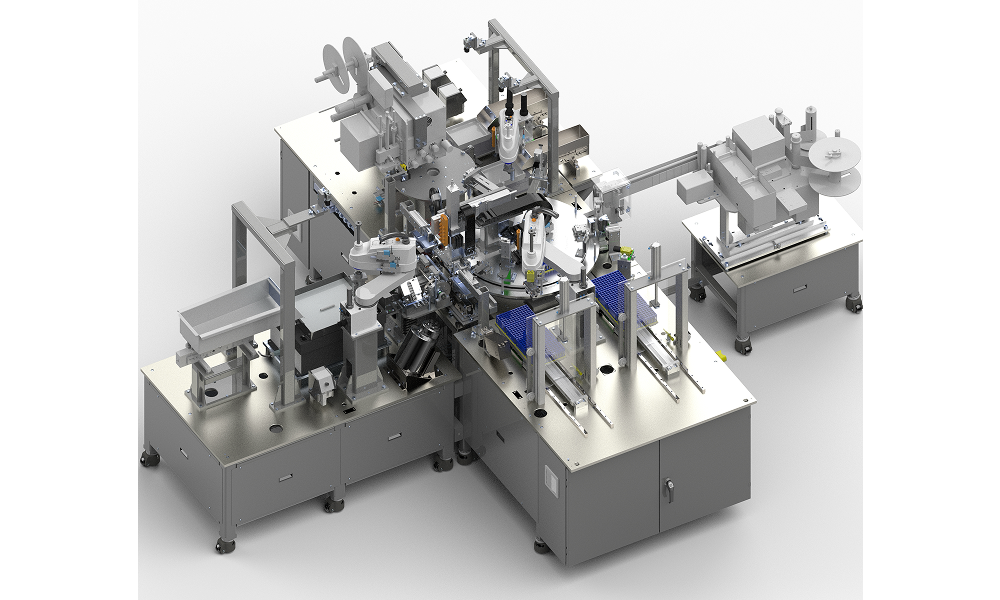
We developed a 10-station automated system to handle the complete process of vial filling, capping, labeling and inspection, all within a fixed 3-second cycle time per vial. Our engineers focused on optimizing speed, maintaining sterility, and handling multiple label types efficiently while keeping the footprint compact and the system easy to operate and maintain.
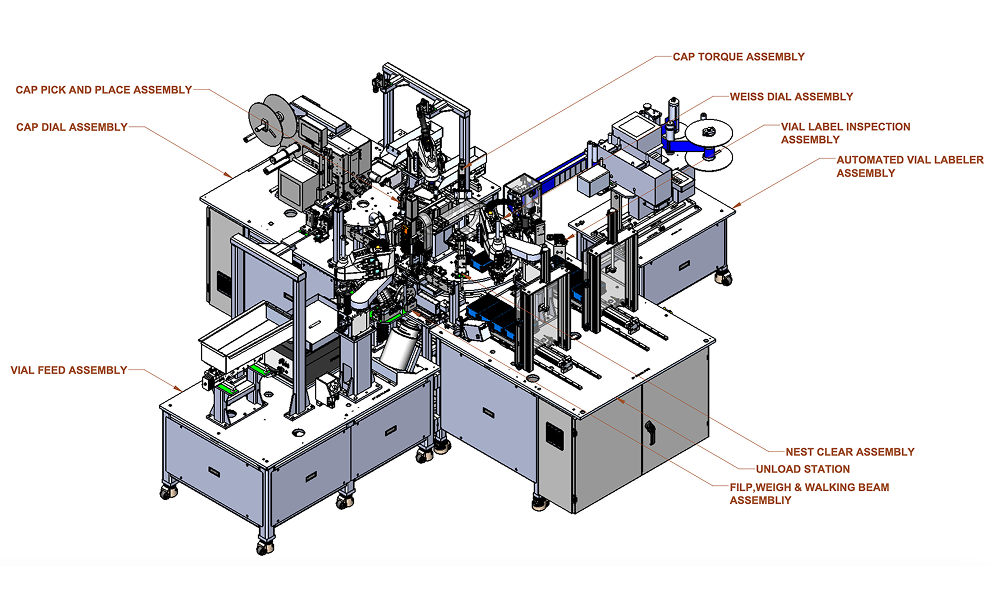
We had to design the automated system with 10 stations, each with a specific task:
- Vial Feed Assembly
- Flip, Weigh & Walking Beam Assembly
- Weiss Dial Assembly
- Cap Dial Assembly
- Cap Pick & Place Assembly
- Cap Torque Assembly
- Automated Vial Labeler Assembly
- Vial Label Inspection Assembly
- Unload Station
- Nest Clear Assembly
Here’s how we approached:
1. Mechanical Design of the Cell Structure
Our first priority was designing a rigid and ergonomic base frame that supports all automation components without vibration or misalignment. We included storage shelves and cladding in the lower section to ensure easy access and a clean finish.
The entire structure is mounted on a combination of leveling feet and lockable castors, making it both stable during operation and mobile for repositioning or maintenance.
To mount pneumatic systems and I/O blocks, we integrated slide-out plates within the control cabinet area. This allowed for clean cable and tubing routing and quick servicing when required.
2. Vial Handling with Dial Table and Walking Beam
For reliable and high-speed vial transfer, we designed a dial indexing table fitted with precision-machined vial fixtures. The dial table ensures repeatable positioning of vials at each station.
Once the vials are processed on the dial table, the walking beam assembly rotates them into an upright position and then moves them through the weighing and filling equipment. This dual transport strategy helped us:
- Keep the footprint compact
- Maintain synchronization between stations
- Isolate vibration between rotary and linear motions
3. Feeding Systems for Vials and Caps
We integrated flex feeders (vibration-based feeding systems) for both vials and caps. These feeders ensured gentle handling and correct orientation of the components.
- The vial flex feeder delivered upright vials to the dial table.
- The cap flex feeder transferred caps onto a picking tray, from where a SCARA robot picked and placed them into the cap labeling unit.
4. SCARA Robot for Pick & Place
A SCARA robot with dual grippers picks vials from the feeder. The 2-up gripper design lets the robot handle two components at a time. This helped the client reduce idle time and keep up with the cycle time.
We optimized the robot paths and coordinated movements with upstream feeders and downstream stations to ensure smooth, high-speed pick-and-place operations.
5. High-Accuracy Liquid Filling with Clean Design
Liquid is dispensed using servo-driven peristaltic pumps, which offer contamination-free filling with high repeatability. We designed the automated vial filling system to ensure cleanroom operation and simple calibration.
Key features of the automated vial filler included:
- Built-in CIP (Clean-In-Place): The base frame includes integrated piping that allows easy cleaning of the system without disassembly.
- Controlled Nozzle Lift: The filling nozzles move up smoothly to prevent liquid from splashing or creating foam.
- Preset Fill Volumes via HMI: Operators can choose product-specific fill settings directly from the touchscreen interface.
- Weighing-Based Calibration: A scale is used during setup to fine-tune the fill volume for high accuracy.
This ensured consistent fills with ±0.8% accuracy, even at full speed, while meeting GMP requirements.
6. Cap Labeling with Pre-Placement Vision Inspection
To improve traceability and avoid labeling mistakes, we designed and integrated a cap labeling unit into the system. This unit applied labels to each cap before it was placed on the vial.
A vision inspection system then checked each label to ensure correct placement and accurate information. This helped catch any issues early and ensured that all caps were properly labeled for tracking.
By performing this step before capping, we made the process more reliable without affecting cycle time.
7. Cap Tooling
We added a dedicated capping head with custom tooling to place caps onto vials. The system was designed to ensure smooth and accurate capping, maintaining alignment and sealing integrity at high speeds.
8. Vial Labeling and Inspection
We designed and integrated an automated vial labeling system after the capping stage. Each vial was then checked using a vision system to confirm that the label was present and readable. Any vial that failed inspection was automatically sent to a reject tray, ensuring only good products moved forward.
9. Unloading System
An unloading system was implemented using a SCARA robot to pick the final labeled and capped vials directly from the dial tooling. Good vials were placed into trays mounted on drawer slides (two drawers, each with four trays for efficient storage).
To keep the active drawer stable during loading, we added a shot pin locking mechanism. Rejected vials were automatically diverted to a separate reject tray, which could be accessed easily through a dedicated access door for quick removal.
The unloading system was placed close to the loading station, allowing the vials to move in a smooth circular path throughout the process. This helped save space and made the overall flow more efficient.
10. User-Friendly Controls and Clean Build
While designing the automated system, we placed a strong focus on operator usability and service access:
- A dedicated vision monitor provided operators with real-time inspection feedback, helping them quickly identify and resolve issues.
- To maintain a clean and organized look, all wiring and pneumatic lines were routed through an enclosed, cladded lower frame.
Every detail, from layout to component selection, was carefully planned to support safe operation, easy maintenance and a clean working environment.
We built a compact, high-speed system that keeps cleanliness, precision and usability at the core. All contact parts were made from stainless steel to maintain hygiene and avoid contamination. The rest of the structure used clear anodized aluminium and HRS for durability and clean aesthetics.
The design followed GMP, ISO 13485, and ISO 14644 cleanroom standards to meet pharmaceutical industry requirements. Leveraging our industrial automation solutions expertise, we optimized every detail from gripper design to feeder layout for performance, reliability and ease of operation at scale.
Value and Benefits
The dial table and walking beam ensured smooth, reliable vial handling, keeping the operation fast, stable and consistent.
The dual-gripper SCARA robot picked and placed two vials at a time, doubling efficiency. As a result, each vial was filled and capped in just 3 seconds, keeping the line flowing smoothly without backlogs or idle time.
All contact parts were stainless steel, and the system was designed to meet pharmaceutical cleanroom standards. This helped the client minimize contamination risks and ensure regulatory compliance.
Slide-out plates, built-in storage and accessible wiring made maintenance fast and safe, reducing service time and boosting uptime.
Integrated vision systems verified label accuracy and placement, ensuring 100% traceability and eliminating costly labeling errors.
Related Case Studies



Clip Assembly Automation for Riveting & Sealant Application
Boosted efficiency by automating riveting and sealant application for clips used in standing seam roofing.



Automated Greasing & Pressing Machine Design
Our advanced pressing machine with automated greasing optimized shaft assembly efficiency and quality, significantly reducing cycle times for a Tier-1 automotive client.


Semi-Automated Case Packer Design
Introduced a versatile semi-auto case packer that optimised box collation and packing processes, achieving a 3-minute cycle time and improving overall productivity.